
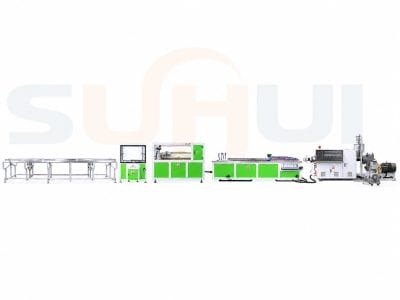
PPR Pipe Extrusion Line
A PPR pipe extrusion line produces PPR pipes for hot and cold water plumbing through extrusion, vacuum calibration, cooling, haul-off and cutting.
A PPR pipe extrusion line produces PPR pipes for hot and cold water plumbing through extrusion, vacuum calibration, cooling, haul-off and cutting.






The SUHUI PPR pipe extrusion line produces single-layer and 3-5 layer PPR pipes for hot and cold water supply, heating systems, building plumbing and industrial fluid transport. Configurations support Φ20-250 mm pipe diameters, PPR, PE-RT, PB and MPP materials, glass fiber reinforced PPR, aluminum foil barrier PPR, thermal insulation composite pipe, vacuum sizing, closed-loop cooling, marking, servo haul-off and flying saw cutting.
The SUHUI PPR pipe extrusion line is a specialized manufacturing system for producing polypropylene random copolymer pipes in single-layer and multi-layer configurations. It is used for hot and cold water supply, heating systems, building plumbing, and industrial fluid transport where heat resistance, corrosion immunity, and long-term pressure durability are required.
For buyers comparing a PPR pipe extrusion machine, PPR pipe production line, or broader plastic pipe extrusion line, the most important requirements are stable melt flow, accurate pipe dimensions, smooth inner and outer surfaces, reliable cooling, and fast changeover between pipe diameter, color, and layer structures.
SUHUI configurations support Φ20–250 mm PPR pipe production, including 33-series standard output and 38-series high-performance output. The line can also be configured for PE-RT, PB, and MPP materials, plus 3–5 layer structures such as glass fiber reinforced PPR pipe, aluminum foil barrier PPR pipe, and thermal insulation composite pipe.

PPR pipe extrusion process workflow from material drying and feeding through extrusion, co-extrusion die forming, vacuum sizing, cooling, marking, haul-off, cutting, testing and packaging.

Key PPR pipe extrusion line components include feeding, single-screw extrusion, co-extrusion die head, vacuum sizing, cooling, marking, haul-off, flying saw cutting, pipe stacking and PLC/HMI control.
| Model | O.D. Range | Extruder | Max. Output | Max. Haul-Off Speed | Motor Power |
|---|---|---|---|---|---|
| PP63 Single | Φ20–63 mm | SJ65/33 | 180 kg/h | 20 m/min | 55 kW |
| PP110 Single | Φ20–110 mm | SJ65/33 | 180 kg/h | 12 m/min | 75 kW |
| PP160 Single | Φ40–160 mm | SJ75/33 | 300 kg/h | 6 m/min | 110 kW |
| PP250 Single | Φ50–250 mm | SJ75/33 | 330 kg/h | 8 m/min | 132 kW |
| Model | O.D. Range | Extruder | Max. Output | Max. Haul-Off Speed | Motor Power |
|---|---|---|---|---|---|
| HPP63 Single | Φ20–63 mm | HSJ60/38 | 280 kg/h | 20 m/min | 90 kW |
| HPP63 Dual | Φ20–63 mm | HSJ60/38 | 360 kg/h | 18 × 2 m/min | 110 kW |
| HPP110 Single | Φ20–110 mm | HSJ60/38 | 350 kg/h | 15 m/min | 90 kW |
| HPP110 Dual | Φ20–110 mm | HSJ75/38 | 450 kg/h | 18 × 2 m/min | 160 kW |
| HPP160 Single | Φ40–160 mm | HSJ60/38 | 450 kg/h | 15 m/min | 110 kW |
| HPP250 Single | Φ50–250 mm | HSJ75/38 | 450 kg/h | 10 m/min | 160 kW |
Final configuration, die, layer structure, extruder quantity, cooling length, haul-off type and cutting system are matched to your pipe diameter range, material recipe, output target and product standard. Contact SUHUI for a complete PPR pipe making machine proposal.

The 33-series and 38-series configurations cover different output targets for PPR pipe production from Φ20 to Φ250 mm.

Multi-layer PPR pipe structures can include glass fiber reinforcement, aluminum foil barrier layers, or thermal insulation composite layers depending on application requirements.
Stable PPR pipe quality depends on accurate sizing and controlled cooling after the die. Vacuum sizing fixes pipe diameter and roundness, while cooling tanks stabilize the pipe gradually to reduce warping and internal stress. The marking unit, servo haul-off and flying saw cutter then synchronize with line speed to maintain pipe length, surface marking and smooth pipe ends.
For multi-layer PPR pipe production, this coordination is especially important because each material layer must remain centered and uniform through sizing, cooling and haul-off. A stable downstream process helps reduce wall-thickness variation and improves pipe appearance.

Vacuum sizing, cooling, marking, servo haul-off and flying saw cutting help maintain PPR pipe dimensions, surface quality and cutting accuracy.
PPR pipes produced on this line are used in hot water supply, cold water supply, heating systems, building plumbing, and industrial fluid transport. PPR is selected for plumbing applications because it offers heat resistance up to 95°C, corrosion immunity, and long-term pressure durability when produced and tested according to the required standard.
The line can be configured to support common PPR pipe standards such as ISO 15874 and ASTM F2389. Final compliance depends on resin grade, layer structure, tooling, process control, pressure testing, and the buyer’s target market requirements.

PPR pipe applications include hot and cold water supply, heating systems, industrial fluid transport and building plumbing, with standards and testing matched to the target market.
A PPR pipe extrusion line is used to produce PPR pipes. It normally includes material feeding, single-screw extrusion, die forming, vacuum sizing, cooling tanks, marking, haul-off, flying saw cutting, and pipe stacking or coiling.
PPR pipes are made by feeding PPR pellets into an extruder, melting and forming the material through a pipe die, sizing the hot pipe in a vacuum tank, cooling it, marking the surface, pulling it at controlled speed, cutting it, and testing finished pipe quality.
SUHUI PPR pipe extrusion line configurations support Φ20–250 mm pipe diameters. The 33-series covers standard output, while the 38-series supports higher throughput and optional dual-outlet production for selected small and medium pipe ranges.
Yes. The line can be configured for 3–5 layer PPR pipe structures, including glass fiber reinforced PPR pipe, aluminum foil barrier PPR pipe, and thermal insulation composite pipe, depending on die design and extruder configuration.
The line can be configured to process PPR, PE-RT, PB, and MPP materials. Exact compatibility depends on screw design, die setup, temperature profile, cooling layout, and the target pipe standard.
The 33-series is designed for conventional output requirements, while the 38-series provides higher throughput up to 450 kg/h and can support dual-outlet production for selected pipe ranges, increasing output per line.
The line can be configured to support PPR pipe requirements such as ISO 15874 and ASTM F2389. Final compliance depends on raw material, layer structure, tooling, process control, dimensional checks, and hydrostatic pressure testing.
Tell us your material type, condition, required capacity and target output. Photos or videos help.
SUHUI reviews the feeding method, process route and machine configuration for your material.
You receive an equipment list and quotation, with capacity, layout, voltage and automation matched to the project.
Production, testing, export packing and installation guidance through to commissioning.

To receive a more accurate recommendation, please include your material type, target product size, output requirement, line speed expectation, available workshop space, voltage and destination country in the message.
The SUHUI PC light tube production line is specially designed for extruding polycarbonate (PC) tubes, PC profiles, and transparent LED lamp diffuser covers, including single-color and dual-color LED lampshades. It is also fully compatible with PMMA (acrylic) materials, making it suitable for a wide range of high-transparency lighting and optical profile applications.

The SUHUI PVC pipe extrusion line produces rigid PVC and UPVC pipes for water supply, drainage, sewage, irrigation, electrical conduit, air conditioning condensate and industrial pipelines. The complete line integrates material mixing, conical twin-screw extrusion, fast-locking pipe die, vacuum calibration, cooling, servo haul-off, planetary cutting, optional inline belling and pipe stacking. Configurations support Φ16-800 mm pipe diameters with single, dual and four-cavity die options.

The SUHUI HDPE pipe extrusion line produces high-density polyethylene pipes for water supply, gas distribution, sewage, drainage, and industrial pipelines. The complete system integrates material feeding, single-screw extrusion, die forming, vacuum calibration, multi-stage cooling, online gauging, haul-off, cutting, and pipe handling. Standard 33D configurations cover Φ20-1,200 mm, while 38D high-performance configurations support up to Φ20-1,600 mm.

SUHUI plastic straw making machine is an automated PP, PE and PLA straw extrusion line with φ1–14 mm diameter range, 3–1000 mm cutting length, 8-zone temperature control and high-speed output up to 800 straws/min.