PET Bottle Recycling Machine: Process, Equipment & Buyer Tips

Waste PET bottles are among the most collected and traded recyclable plastics in the world. But collection is only the first step. Turning dirty, compressed PET bottle bales into clean, high-purity flakes requires a carefully configured PET bottle recycling machine line with sorting, washing, density separation, drying, and quality-control stages working together.
This guide explains how a PET bottle recycling machine works, what each stage does, which equipment matters most, and how to choose the right system for your downstream application.
 PET Bottle Recycling Machine: Process, Equipment & Buyer Tips.
PET Bottle Recycling Machine: Process, Equipment & Buyer Tips.
What Is a PET Bottle Recycling Machine?
A PET bottle recycling machine, more precisely a PET bottle sorting washing line, is a connected industrial system that processes post-consumer PET bottles through bale breaking, sorting, label removal, crushing, washing, float-sink separation, drying, and optional optical sorting to produce clean PET flakes.
The output is not usually a finished consumer product. The main output is clean, dry rPET flakes that can be used as raw material for:
- Polyester fiber – yarn, fabric, non-woven material, filling fiber, and textile applications.
- PET sheet – thermoforming sheet, packaging sheet, and clear rigid sheet products.
- PET strapping – industrial packing straps and logistics packaging.
- Recycled PET bottles – bottle-to-bottle applications when the washing line and downstream decontamination system meet the required food-contact standards.
SUHUI’s PET bottle sorting washing line is designed for post-consumer PET bottle bales, with capacity options from 500 kg/h to 3,000 kg/h and final moisture below 1% after thermal drying.
 A PET bottle recycling line connects bale breaking, sorting, label removal, crushing, washing, drying, and flake output into one continuous production system.
A PET bottle recycling line connects bale breaking, sorting, label removal, crushing, washing, drying, and flake output into one continuous production system.
Three Quality Targets for rPET Flakes
For PET recycling buyers, the most important question is not only whether the line can wash bottles. The real question is whether it can produce rPET flakes that meet the purity, color, and moisture requirements of the target downstream application.
| Quality Target | Why It Matters | Line Configuration Impact |
|---|---|---|
| PVC contamination control | PVC can sink with PET and degrade during extrusion, causing yellowing, black specks, and material breakdown | Requires careful pre-sorting, stable float-sink control, and optical detection when output purity requirements are high |
| Color consistency | Clear, light blue, green, and mixed-color PET flakes have different market values and downstream applications | Requires color sorting, controlled bale input, and optional optical sorting after drying |
| PET flakes moisture | Excess moisture reduces intrinsic viscosity during extrusion, fiber spinning, sheet extrusion, or pelletizing | Requires effective centrifugal dewatering, thermal drying, and stable airflow control |
This is why a PET bottle washing line for general fiber-grade flakes can be simpler than a line targeting premium clear flakes or bottle-to-bottle preparation.
How a PET Bottle Recycling Machine Works
A PET bottle recycling machine works by opening compressed bottle bales, removing non-PET contaminants, cutting bottles into flakes, washing away labels and residues, separating PET from cap material by density, drying the flakes, and sorting the final output by color or contamination level when required.
 The PET bottle recycling process usually includes bale breaking, sorting, label removal, crushing, pre-washing, hot washing, float-sink separation, friction washing, dewatering, drying, optical sorting, and clean flake output.
The PET bottle recycling process usually includes bale breaking, sorting, label removal, crushing, pre-washing, hot washing, float-sink separation, friction washing, dewatering, drying, optical sorting, and clean flake output.
Stage 1 – Bale Breaking and Feeding
Most PET bottle recycling plants receive bottles in compressed bales. A bale breaker opens the compressed material and spreads bottles onto a feeding conveyor so downstream sorting can operate continuously.
This stage affects the stability of the entire line. If bales are not opened evenly, operators may face surges, sorting blind spots, uneven crusher feeding, and unstable washing performance.
Stage 2 – Pre-Sorting
Pre-sorting removes non-PET materials before crushing. This includes HDPE bottles, PP packaging, PVC bottles, glass, metal, rubber, paper, textiles, and heavily contaminated items.
PVC is the most critical plastic contaminant in PET recycling. It has a density close to PET and can be difficult to remove later by float-sink separation alone. If PVC remains in the PET stream, it can cause yellowing, black specks, and polymer degradation during extrusion.
Stage 3 – Label Removal
A label remover mechanically strips sleeve labels, paper labels, and loose surface labels from the bottle body before crushing. This step reduces the amount of label material entering the wash water and prevents label fragments from becoming embedded in PET flakes.
Some low-cost lines rely mainly on later washing and air separation, but pre-removing labels usually improves flake cleanliness and reduces the load on downstream separation equipment.
Stage 4 – Crushing and Granulating
De-labeled bottles are fed into a crusher or granulator and cut into uniform flakes, commonly around 10-15 mm. The goal is to open the bottle structure and create enough surface area for washing without generating excessive fines.
Bottle caps and neck rings are usually crushed together with the PET bottle body. These cap materials are mostly PP or HDPE and are removed later in the float-sink separation stage.
Stage 5 – Pre-Washing
Pre-washing removes loose dirt, sand, beverage residue, paper fragments, and small contaminants before the hot washing stage. A trommel screen or vibrating screen can remove fine particles that would otherwise circulate through the water system and reduce flake quality.
Stage 6 – Hot Washing
Hot washing is one of the most important stages in a PET bottle washing line. Flakes are washed in hot water with detergent or alkaline solution to remove label glue, oil, beverage residue, organic contamination, and sticky surface deposits.
For PET flakes, insufficient hot washing often shows up later as odor, yellowing, black specks, gels, or poor extrusion stability. This is why hot wash temperature, tank volume, chemical concentration, and residence time should be specified according to the real contamination level of the input bales.
 Label removal, crushing, and hot washing remove the main surface contaminants before PET flakes move into density separation and final rinsing.
Label removal, crushing, and hot washing remove the main surface contaminants before PET flakes move into density separation and final rinsing.
Stage 7 – Float-Sink Separation
Float-sink separation is where PET recycling differs clearly from HDPE recycling. PET has a density greater than water, so PET flakes sink. PP and HDPE cap material have lower density and float.
| Material | Behavior in water | Separation result |
|---|---|---|
| PET flakes | Sink | Collected as the main output stream |
| PP caps | Float | Skimmed from the surface |
| HDPE caps | Float | Skimmed from the surface |
| Labels and light films | Mostly float | Removed with the light fraction |
| PVC fragments | Sink like PET | Must be controlled by sorting and optical detection |
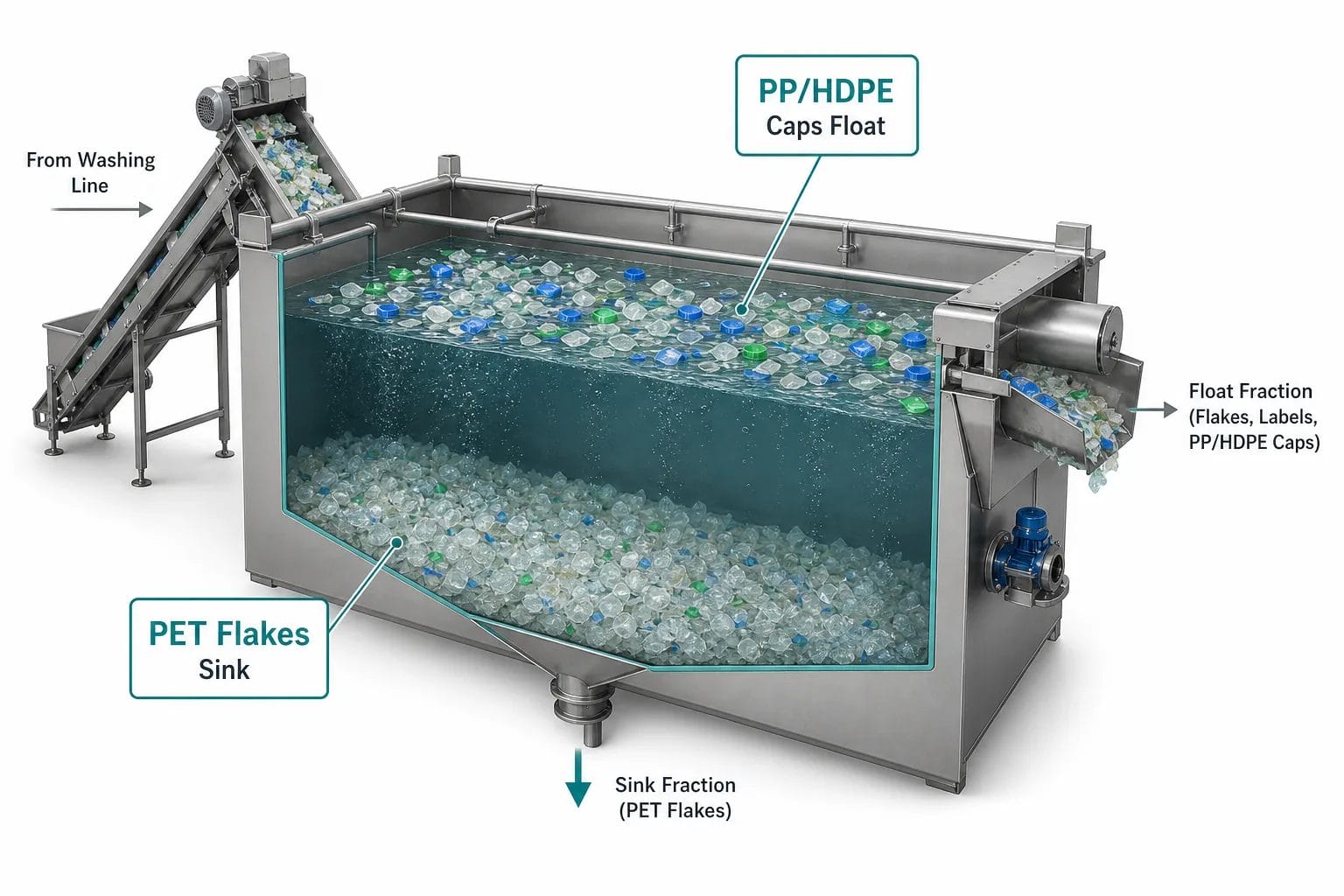 In PET recycling, PET flakes sink while PP and HDPE caps float, making density separation useful for cap removal but not enough for PVC removal.
In PET recycling, PET flakes sink while PP and HDPE caps float, making density separation useful for cap removal but not enough for PVC removal.
Stage 8 – Friction Washing and Rinsing
After density separation, flakes pass through friction washing and clean-water rinsing. Friction washers use mechanical scrubbing to remove remaining surface contamination, while rinsing removes detergent or alkaline residues from the flakes.
For higher-grade rPET, rinse quality matters because chemical residue can affect downstream processing, odor, and final product quality.
Stage 9 – Dewatering and Thermal Drying
Centrifugal dewatering removes most surface water from the PET flakes. Thermal drying then uses hot air to reduce final moisture to below 1%, which is important for extrusion, fiber spinning, sheet production, and pelletizing.
PET is sensitive to moisture during melt processing. If flakes enter extrusion with too much moisture, hydrolysis can reduce intrinsic viscosity, weaken material properties, and create yellowing or processing instability.
Stage 10 – Optical Sorting and Flake Output
For clear flakes, fiber-grade output, or bottle-to-bottle preparation, optical sorting is strongly recommended. Optical sorters can separate clear, light blue, green, and colored flakes while ejecting remaining PVC or opaque contaminants.
 Optical sorting separates PET flakes by color and removes remaining rejected contaminants, improving output value for fiber, sheet, and bottle-grade applications.
Optical sorting separates PET flakes by color and removes remaining rejected contaminants, improving output value for fiber, sheet, and bottle-grade applications.
PET Bottle Recycling Line in Operation
The following video demonstrates a SUHUI PET bottle recycling washing and sorting line, showing the production flow from bale input and washing to clean PET flake output.
Dirty PET Bottles to Clean rPET Flakes
The value of a PET bottle recycling machine depends on the quality and consistency of the final flakes. A good line does not simply make bottles smaller; it removes contaminants that would otherwise reduce output value.
 PET bottle recycling converts dirty baled bottles into clean rPET flakes used for polyester fiber, PET sheet, strapping, and recycled bottle applications.
PET bottle recycling converts dirty baled bottles into clean rPET flakes used for polyester fiber, PET sheet, strapping, and recycled bottle applications.
Which rPET Flake Grade Does Your Market Need?
Different buyers of clean PET flakes care about different specifications. Before choosing a PET bottle recycling line, define whether the output is intended for fiber, sheet, strapping, pelletizing, or bottle-to-bottle recycling.
| Output Market | Typical Requirement | Configuration Priority |
|---|---|---|
| Polyester fiber | Stable cleanliness, controlled moisture, acceptable color range depending on fiber grade | Reliable hot washing, rinsing, drying, and color management |
| PET sheet and strapping | Low contamination, stable extrusion behavior, consistent flake size and moisture | Strong filtration of labels/fines, drying control, and optional downstream pelletizing |
| Clear flake resale | High clear-flake ratio, low colored flake content, low PVC and opaque contaminants | Better bale sorting, optical color sorting, and final flake inspection |
| Bottle-to-bottle preparation | Very high purity plus downstream food-contact decontamination approval | Premium sorting, hot washing, optical sorting, moisture control, and validated downstream decontamination |
If the target is only general industrial flakes, the system can focus on stable washing and drying. If the target is premium clear flakes or bottle-to-bottle preparation, sorting accuracy and optical separation become much more important.
Key Equipment in a PET Bottle Recycling Line
The exact equipment list depends on input contamination and output target, but most PET bottle recycling lines include the following core machines.
| Equipment | Main function | Buyer note |
|---|---|---|
| Bale breaker | Opens compressed PET bottle bales | Needed for continuous feeding from baled material |
| Sorting conveyor | Removes non-PET material before crushing | Critical for PVC and foreign material control |
| Label remover | Strips sleeve and paper labels | Reduces label load in washing stages |
| Crusher / granulator | Cuts PET bottles into flakes | Flake size affects washing efficiency and yield |
| Hot wash tank | Removes adhesive, oil, and organic residue | One of the biggest quality-control stages |
| Float-sink tank | Separates PET flakes from PP/HDPE caps | PET sinks; PP and HDPE caps float |
| Friction washer | Scrubs flake surfaces | Improves cleanliness and final flake quality |
| Centrifugal dryer | Mechanically removes surface water | Reduces drying energy load |
| Thermal dryer | Reduces final moisture | Target is usually below 1% |
| Optical sorter | Sorts flakes by color and contamination | Recommended for high-value clear or bottle-grade flakes |
What Determines PET Flake Quality?
PET flake quality depends on the full system, not just one machine. The three most important factors are input bale quality, hot washing performance, and sorting accuracy.
Input Bale Quality
Clear bottle bales with low PVC, low paper, and low non-PET contamination are easier to recycle. Mixed-color, dirty, or heavily labeled bales require stronger sorting and washing stages.
Hot Washing Effectiveness
Adhesive, oil, sugar residue, and organic contamination must be removed before PET flakes are used for extrusion. If hot washing is weak, the flakes may look acceptable but still create processing problems downstream.
Moisture and IV Protection
PET is more moisture-sensitive than many polyolefins. Final drying must be controlled carefully because excess moisture can reduce intrinsic viscosity during melt processing.
Optical Sorting Accuracy
For high-value output, optical sorting helps remove colored flakes, remaining PVC, and opaque contaminants. Lines without optical sorting are usually better suited for general industrial flake applications rather than premium clear flake markets.
How to Choose a PET Bottle Recycling Machine
When evaluating a PET bottle recycling machine, start with the input material and the output market. A line configured for general fiber-grade flakes is not the same as a line intended for high-purity clear flakes or bottle-to-bottle preparation.
1. Confirm Input Bale Quality
Before choosing equipment, define the actual feedstock: clear bottle bales, mixed-color bales, heavily labeled bales, post-consumer collection streams, or industrial PET scrap. This determines the level of sorting and washing required.
2. Match Capacity to Daily Supply
PET bottle recycling lines are commonly sized by dry input capacity, such as 500 kg/h, 1,000 kg/h, 2,000 kg/h, or 3,000 kg/h. Match capacity to available bales and operating hours instead of choosing the largest system by default.
3. Define the Output Application
Fiber, sheet, strapping, and bottle-to-bottle applications require different flake purity, color control, and moisture targets. If downstream pelletizing is required, connect clean flakes to a suitable plastic recycling pelletizing line.
4. Check Water and Energy Design
Hot washing, rinsing, and drying consume water and energy. A good line should include water recycling, filtration, heat control, and practical wastewater management to reduce operating cost.
5. Compare PET With Other Washing Lines
PET recycling is not the same as HDPE recycling. PET flakes sink in water, while HDPE floats. If you are also processing HDPE bottles or containers, use a dedicated HDPE recycling machine line instead of mixing both material streams in one PET line.
Frequently Asked Questions
Is a PET bottle recycling machine the same as a PET bottle washing line?
In most buyer conversations, yes. A PET bottle recycling machine usually refers to the complete PET bottle washing line from bale breaking and sorting to clean dried flake output. Some suppliers use “washing line” to describe only the washing, separation, drying, and flake-cleaning sections.
Why is PVC contamination dangerous in PET recycling?
PVC can degrade at PET extrusion temperatures and cause yellowing, black specks, odor, and material quality problems. Because PVC can sink like PET in water, it cannot be removed reliably by float-sink separation alone and should be controlled through pre-sorting and optical sorting.
What moisture level should PET flakes have after washing?
For extrusion, sheet, fiber, or pelletizing, PET flakes are usually dried to below 1% moisture. Lower and more consistent moisture helps protect intrinsic viscosity during downstream melt processing.
When does a PET bottle recycling line need optical sorting?
Optical sorting is recommended when the target output is clear flakes, high-value fiber-grade material, sheet-grade flakes, or bottle-to-bottle preparation. It helps remove colored flakes, opaque contaminants, remaining PVC, and off-spec material after washing and drying.
Can a PET recycling line process HDPE or PP bottles?
No. A PET line is designed around PET flakes that sink in water. HDPE and PP float, so they require different recycling line configurations. Mixed PET, HDPE, and PP input should be sorted before entering the washing line.
What can clean rPET flakes be used for?
Clean rPET flakes can be used for polyester fiber, PET sheet, strapping, non-food packaging, pelletizing, and recycled bottle applications when the washing line and downstream decontamination process meet the required quality standards.
Related Products
- PET Bottle Sorting Washing Line – full sorting and washing system for post-consumer PET bottle bales.
- Plastic Recycling Washing Line – washing line category covering PET, HDPE, PP, PE, film, and rigid plastic recycling solutions.
- Plastic Recycling Pelletizing Line – downstream pelletizing solutions for recycled plastic flakes and granules.
- HDPE Recycling Machine – related guide explaining why HDPE recycling uses different density separation logic from PET recycling.